Complete Technical Solution for Food Processing Wastewater Treatment
- release date: 2026-05-26 14:07:52
- author: Hongtai Huairui
- Reading: 273
- key words: Food processing wastewater treatment, food wastewater solutions, slaughterhouse wastewater treatment, UASB process, dissolved air flotation
Food processing wastewater is a recognized global challenge in industrial wastewater treatment. It is characterized by large volumes, high organic concentrations, high grease content, abundant suspended solids, and a strong tendency to decompose and generate foul odors. Unlike chemical wastewater, food wastewater has relatively low toxicity, but its complex composition and dramatic fluctuations in water quality place extremely high demands on treatment system stability and process adaptability.
This article provides food enterprises with a systematic technical reference covering everything from water quality diagnosis to compliant discharge.
If you urgently need a treatment solution tailored to your own wastewater characteristics, contact us for oneonone technical consultation.
1. Sources and Classification of Food Processing Wastewater
Accurately identifying the type of wastewater is the first step in developing a scientific treatment plan. Food wastewater is not a single category; different industries vary greatly in pollutant composition, concentration range, and treatment challenges.

Main sources: livestock and poultry slaughtering, cutting, cleaning, and related operations.
Pollutants: blood, grease, fur debris, bone residues, viscera residues, and organic nitrogen compounds.
Treatment challenges: highly emulsified grease makes conventional oil separation ineffective; pathogenic bacteria must be completely inactivated; ammonia nitrogen requires specialized removal.
Main sources: milk storage and transportation, pasteurization, cheese production, yogurt fermentation, and CIP cleaning.
Pollutants: lactose, casein, whey protein, milk fat, acidic and alkaline detergents.
Treatment challenges: drastic pH fluctuations (3–12); detergents generate large amounts of foam; milk fat can coat sludge particles.

Main sources: production and cleaning processes for juice, carbonated drinks, tea beverages, jams, and canned foods.
Pollutants: sugars, fruit acids, pulp residues, pigments, and preservatives.
Treatment challenges: severe imbalance in the C/N ratio requiring nitrogen and phosphorus supplementation; intermittent discharge requiring large equalization tanks; some preservatives inhibit microorganisms.
Main sources: grain soaking, saccharification, fermentation, distillation, and container cleaning.
Pollutants: organic acids, alcohols, esters, distillery residues, and yeast biomass.
Treatment challenges: extremely high organic loads (COD of baijiu pitbottom wastewater can exceed 50,000 mg/L), which can easily cause sludge bulking; highconcentration waste liquids require separate collection.
2. What Environmental Hazards Can Untreated Food Wastewater Cause?
Although food wastewater contains no heavy metals and has relatively low toxicity, its environmental damage is systemic and longterm.
- Oxygen depletion and ecosystem collapse: High concentrations of organic matter consume dissolved oxygen in water, causing fish deaths and creating “dead zones.”
- Eutrophication: Nitrogen and phosphorus trigger algal blooms, forming cyanobacteria mats and reducing water transparency.
- Spread of pathogenic bacteria: E. coli O157:H7, Salmonella, and others can contaminate groundwater and irrigation canals, threatening public health.
- Odorous gas pollution: Hydrogen sulfide, ammonia, methanethiol, and other gases lead to resident complaints and threaten operator health.
- Soil and groundwater contamination: Longterm leakage damages soil microbial communities, while groundwater remediation becomes extremely difficult.
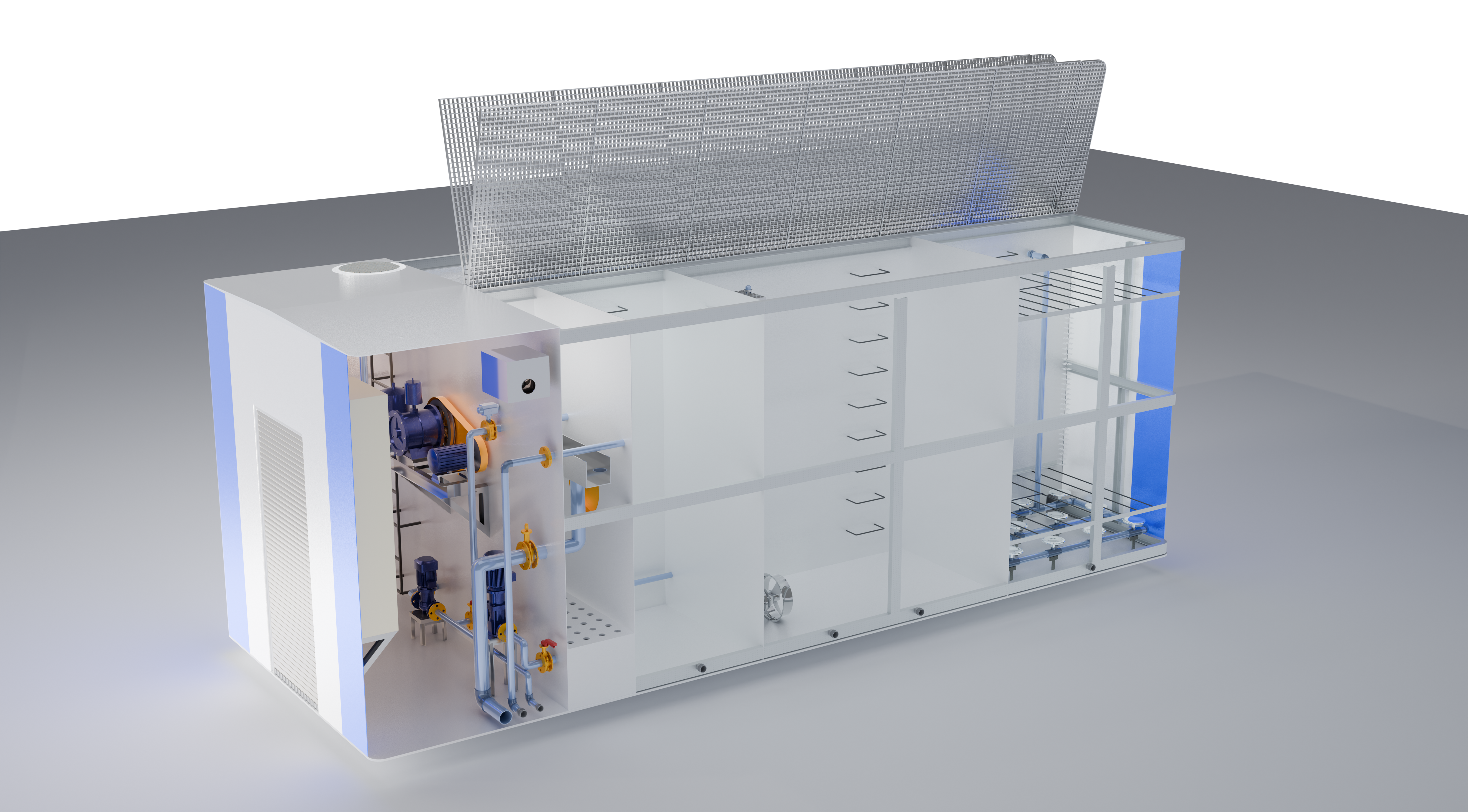
3. Core Treatment Process Route (Classic ThreeStage Method)
After decades of engineering practice, food wastewater treatment has evolved into the classic process route of:
Enhanced Pretreatment + Anaerobic Load Reduction + Aerobic Compliance Treatment
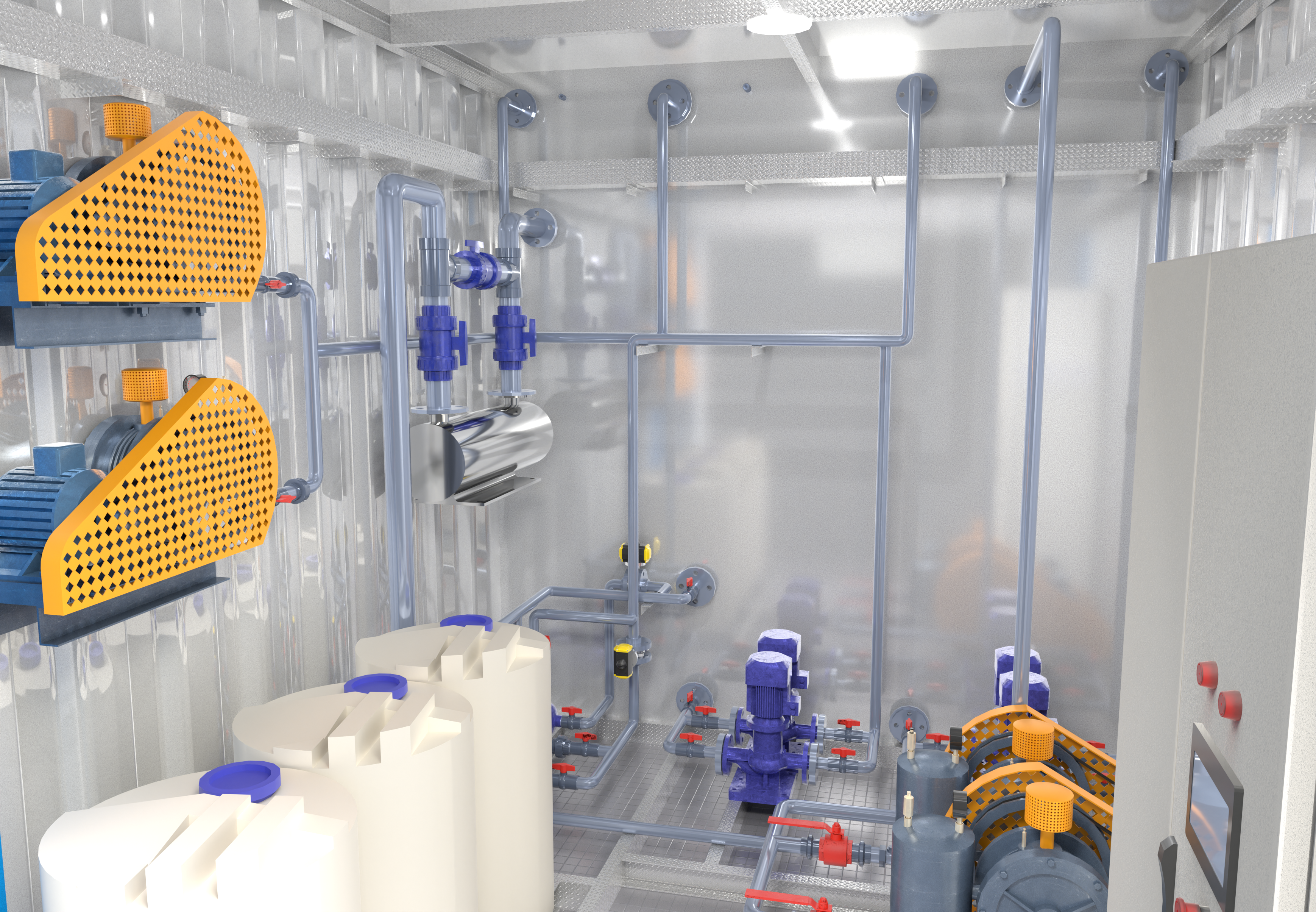
Stage 1: Pretreatment (An Indispensable Defense Line)
Key reminder: if emulsified grease enters the biological treatment system, it forms a hydrophobic film on activated sludge surfaces, causing the entire biochemical system to fail. Grease removal is the most indispensable step.
Stage 2: Anaerobic Biological Treatment (Core Load Reduction Engine)
Anaerobic treatment requires no aeration, consumes little energy, and produces biogas (heating value 21–25 MJ/m³), enabling energy recovery.
Mainstream reactor options:
- UASB (Upflow Anaerobic Sludge Blanket): the most widely used; volumetric load 5–15 kgCOD/m³·d, COD removal rate 70–85%.
- IC (Internal Circulation Anaerobic Reactor): an upgraded UASB version with loads of 15–30 kgCOD/m³·d, smaller footprint, suitable for highstrength wastewater with COD >5000 mg/L.
After anaerobic treatment, COD can be reduced from 5000–10,000 mg/L to 1000–2000 mg/L, reducing the aerobic stage load by 70–85%.
Stage 3: Aerobic Biological Treatment (Final Compliance Polishing)
Advanced treatment and disinfection (configured on demand)
- Disinfection: ultraviolet (no residuals) or chlorine dioxide (lower cost), suitable for slaughterhouse wastewater containing pathogens.
- Reuse treatment: multimedia filtration + ultrafiltration (UF) + reverse osmosis (RO).
4. Sludge Treatment and Resource Recovery
Food wastewater sludge contains no heavy metals and has high organic matter content, giving it significant resource recovery value.
- Sludge reduction: anaerobic digestion or aerobic composting.
- Agricultural organic fertilizer: after harmless treatment, nutrientrich sludge can be used as fertilizer.
- Biogas energy recovery: with a daily COD treatment capacity of 10 tons, approximately 3500 m³ of biogas can be recovered daily, equivalent in heating value to 2.5 tons of standard coal.

5. Common Operational Problems and Solutions
6. Process Selection Recommendations for Different Enterprise Scales
Conclusion: From Passive Compliance to Proactive Management
There is no onesizefitsall solution for food processing wastewater treatment, but there is a clear engineering logic: understanding water quality is the prerequisite, pretreatment is the safeguard, anaerobic treatment is the core, aerobic treatment is the finishing step, and resource recovery is the future direction.
As discharge standards continue to tighten, choosing a treatment process suited to a company’s own wastewater characteristics and scale is not only a reflection of environmental responsibility, but also a strategic choice to reduce longterm operating costs and improve competitiveness.
Need a customized treatment solution for your wastewater quality?
We provide fullprocess technical support including:
Water Quality Testing → Process Design → Equipment Selection → Engineering Implementation
📞 Contact the technical team: Consult now or call 4006690860





 hthrjt2017@gmail.com
hthrjt2017@gmail.com